


















干货盘点丨手持激光焊常见技术问题答疑汇总(收藏版)

松谷激光HW系列手持激光焊接机,集激光焊接、激光清洗、焊道清洗、激光切割四种功能于一身,一机多用,性能强悍。作为新一代激光焊接机型的典型代表。该机型广泛应用于钣金加工、汽车制造、家用电器、电梯制造、家具厨卫、广告装潢等领域,每年出货量位居行业前列,成为传统焊接方式的领军型替代之选。
火爆热销的市场背后,松谷激光遍布全国的分/子公司、办事处和一站式云客服平台等,强大的售后服务体系为广大客户保驾护航。但是,为了不耽误您的使用时间,如果出现下列现象,可先不必着急报修,有可能只是设备出现了“假性故障”。无需等到专业维修人员上门,自己动手也能轻松搞定,关键还能更省时省事。
01
焊缝发黑、烟雾大、不熔丝
■ 解决办法:
检查气压是否充足,查看使用的焊丝与原材是否匹配,焊接原材料上是否存在涂层、油污、氧化层等;检查设备镜片是否损坏;刻度管是否在0位。
※ 焊接开始前,需将焊接材料表面的油污、包装、涂层等清理干净,以避免影响焊接效果和起火。
02
在焊接厚板或使用较大功率焊接时,焊道出现不平整
■ 解决办法:
1、加大保护气体,给镜片足够的保护。
2、检查送丝机是否卡丝;加大送丝速度,重新调整和确认焦距。
3、焊缝如果出现咬边现象,应减小扫描宽度,单送丝最大调整4mm,双送丝最大6mm。

03
各类信号灯报警问题
■ 原因分析:
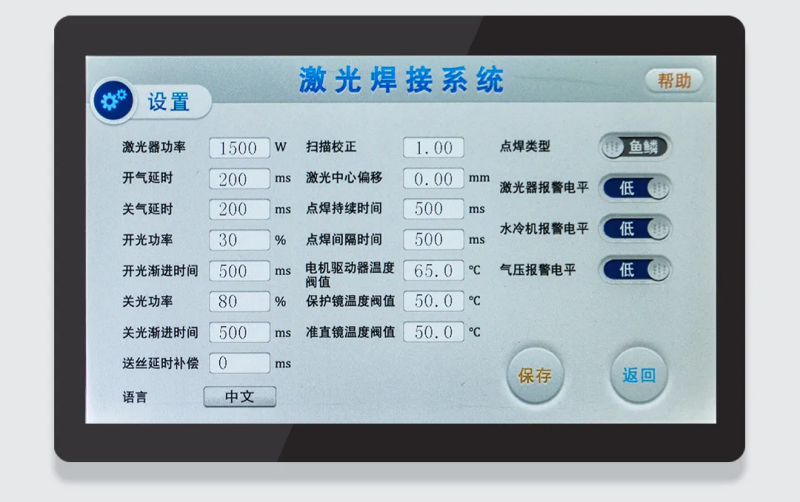
温度类报警一般是热敏没插好、损坏或镜片损坏,而水冷机、气压、激光器报警一般是设置的电平不对。
■ 解决办法:
温度类报警
一般指镜片温度报警。先查看镜片是否损坏,如有损坏,更换受损的镜片;如镜片正常,则在操控面板“设置”栏直接屏蔽此报警,再将对应的镜片温度报警阈值设置为“0”保存即可。
电平类报警
一般指冷水机、气压、激光器报警。
通常出现报警均为报警电平设置错误,此种情况,更改对应的报警电平即可。如果更改相应的报警电平设置后依然报警,可把报警信号拔掉并设置为低电平。
小贴士:电平的报警逻辑:系统会根据外部接线方式与既定的设置电平做对比,不同则自动报警。请注意:报警信号只接受无源的常开常闭信号,请勿输入电压。
激光器报警
(1)使用时开机顺序错误,需按正确顺序启设备,将报警信号拔掉并设置为低电平。
(2)现场电压不稳,需在现场增加稳压器。
04
焊接时出光突然变弱,无法熔丝
■ 解决办法:
(1)检查焊接枪前端保护镜片是否损坏,包含且不限于保护镜、聚焦、准直、反射镜片。其中任意一个或多个损坏都可能造成上述情况出现。
(2)检查镜片上是否附着灰尘或飞溅的残渣,及时清理干净。
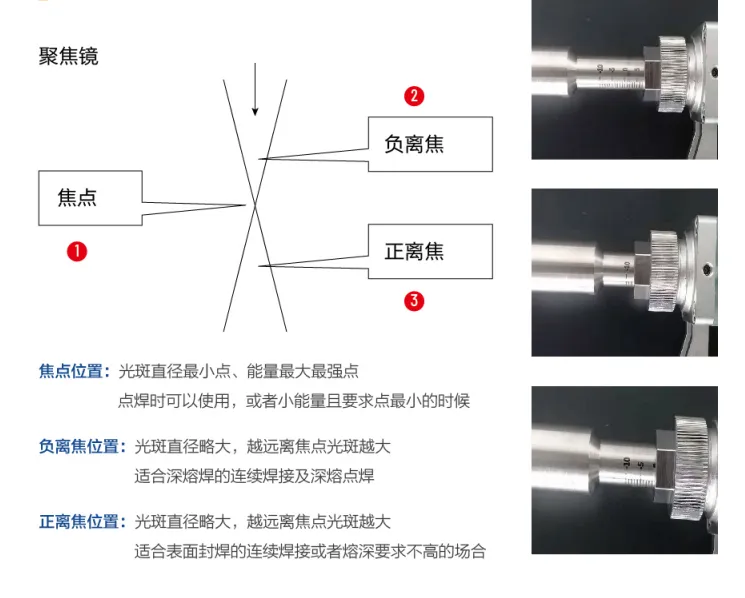
(2)检查枪头刻度管是否有变动,一般情况下刻度管在零位,可以前后移动刻度管,(如下图),根据焊接具体情况做出相应调整。
05
红光不居中、偏离中心点
■ 解决办法:
1、首先将标记红光改成点光。
2、查看红光是否在焊接嘴中心位置
调整方法:
(1)软件设置-激光中心点偏移选项-负值往右,正值往左,进行左右微调,如果采用这种方法依然无法居中,则使用机械调整。
(2)机械调整,需要咨询专业售后人员。

06
保护镜片短时间内损耗快,出现烧点、黑点等
■ 原因排查:
检查是否受工艺/手法/设置等影响,造成反渣导致损坏
■ 解决办法:
1、适当增大气压;
2、避免焊接头垂直焊接,尽量保证45°角焊接;
3、设置参数遵循“缓升缓降”渐进式原则,如开/关气延时200-500ms,开/关光功率20%,开/关光渐进时间200-300ms。
4. 保护镜的本身质量也决定了其的耐用度,建议使用原厂镜片。
07
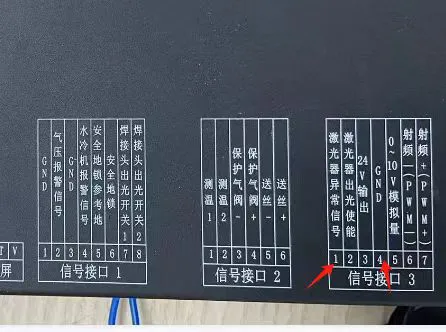
红光、气体均正常,设备却不出光
社交媒体